
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
If an axis/spindle should be simply controlled via an anlog input the following settings need to be established.
Parameter settings
1. Set application profile: Analog

Fig. 1: Analog profile setting
2. Set digital inputs and output

Fig. 2: Settings of inputs and output
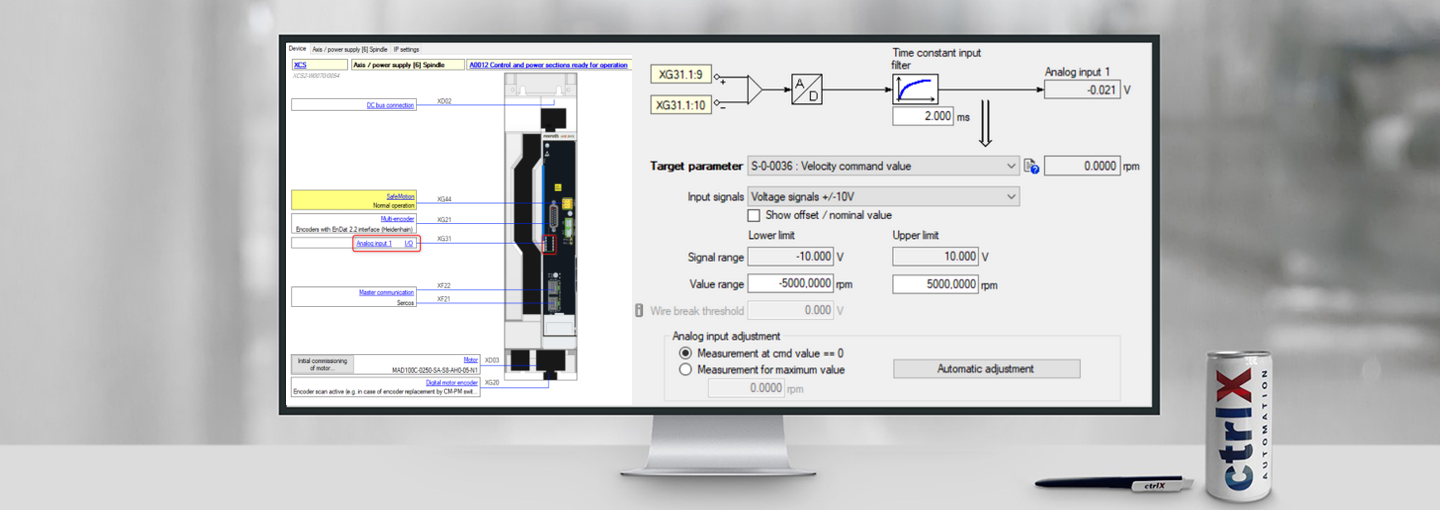
3. Set analog input

Fig. 3: Analog input settings
4. Activate E-Stop function

Fig. 4: E-Stop function
5. Set speed acknowledging parameters

Fig. 5: Setting when commanded speed is acknowledged (additionally the "Velocity window as percentage" may be set (usually done if axis/spindle is operated at very high speeds))
6. Set ramps for acceleration and deceleration


Fig. 6: Ramps settings
Behavior
In setting E-Stop input XG31/3 on "1" and applying a 0 --> 1 flank at XG31/6 (drive enable), the drive now follows the velocity command value set in the analog input. In here the analog input is set to 2 V which reflects a set point of 1000 rpm as velocity command value. If the drive reaches the velocity command value, bit 0 in parameter S-0-0330 (Status n_feedback = n_command) ist set to "1", thus as well the output is set at XG31/8. See figure.

Fig. 7: Axis/spindle following the commanded speed of 1000 rpm over analog input

You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.